一部视频,让您轻松掌握cr12mov模具热处理讲信誉保质量产品的核心优势。赶紧观看,开启您的产品体验之旅。
以下是:cr12mov模具热处理讲信誉保质量的图文介绍
工艺成熟 厂家直发
我们用实力和品质说话
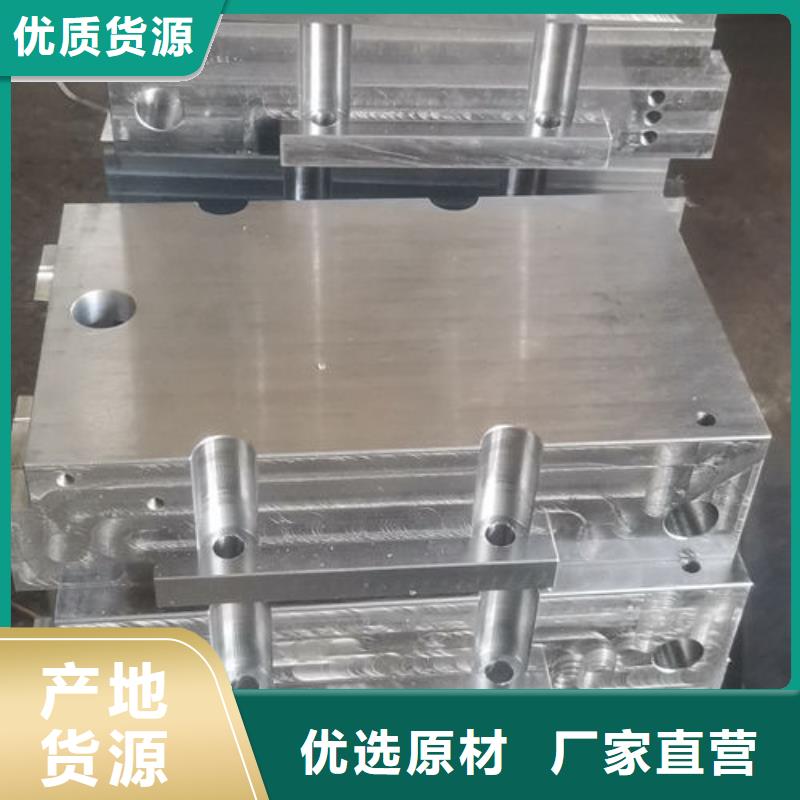
模具热处理
模具热处理的详细介绍
品牌企业 保障

冷处理工艺 1)冷处理諷度根据模具零件所采用的钢种而定,一般取﹣60--80℃即可,温度过低不能使奥氏体全部转变,反而増加成本和模具开裂的危险。特殊情况下,可冷却到更低的温度,如﹣196℃左右(深冷处理)。 2)冷处理时间,以钢表里温度达到均匀一致为准,不需要特别延长保温时间。一般单件和小批量工件达到冷处理温度后,转变即完成,不需保温。 3)当批量较大时,为使所有工件的心部都能达到冷处理温度,可根据情况保温 1~3h。 冷处理主要用于冷作模具的精密零件。 1)cr12mov钢冲模经1030℃加热淬火,200℃回火,-196℃深冷处理,200℃回 4.冷处理在工、模具上的应用 我们的服务理念——自我,追求品质,您的满意,我的追求,以诚为本,客户至上! 我们的优势:货源充足,价格合理,相信每一次的合作,都会让我们彼此走得更近! 赣州炬铖金属热处理有限公司办公室地址位于客家摇篮、世界钨都、稀土王国、风水发源地的赣州市,江西省赣州市赣州经济技术开发区金龙路北侧赣州市运盛彩钢结构有限公司2厂房,

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,模具热处理规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,模具热处理无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,模具热处理质量保障,出厂经过严格的质检。
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

炬晟特钢(泰宁分公司)产品根据“国标”制造,高质量的 模具热处理产品是企业发展的根本,在严把质量关的同时, 模具热处理产品的每个部件都选自国内标准企业,还可根据客户要求用进口部件,只有不断提高 模具热处理产品质量,才能满足客户日趋严格的质量要求,公司的发展源于自身对产品质量严格要求。在严格自身质量管理的同时,关健部件采用高品质进口产品。公司视 模具热处理产品质量为企业生命,十分注重产品的不断开发和更新,强化质量保证体系,加强质量检测和监控。